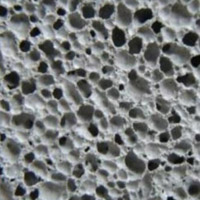
Пенобетон, благодаря своей пористой структуре, обладает большим количеством положительных качеств, которые объясняют все большую его популярность и огромный спрос. Легкость, прочность, хорошие морозо- и огнестойкие качества, низкая теплопроводность и высокая звукоизоляция позволяют заменить одновременно кирпич, дерево и утеплитель. Существует несколько способов изготовления: классический метод и баротехнология. Получаемый автоклавный и неавтоклавный ячеистый пенобетон имеет существенные отличия между собой, которые видны только опытным специалистам.
Внешне определить разницу практически невозможно, две технологии основаны на разных принципах изготовления. Автоклавный пенобетон лучше по качеству, используется при строительстве промышленных и жилых объектов, а неавтоклавный может быть создан в кустарных условиях, обладает худшими техническими характеристиками, но применяется повсеместно при монолитном строительстве.

Автоклавное изготовление
Для получения пенобетонной продукции необходимо смешать цементный раствор с добавками; ускорители и порообразователи нужны для образования ячеек внутри смеси во время ее приготовления и твердения. Этот процесс влияет на вес, плотность и прочность материала в конечном итоге. Готовую однородную массу отправляют по шлангам или трубам в автоклав. Внутри установки создаются оптимальные условия для обеспечения правильного твердения блока:
- температура колеблется в пределах 175-200 °С;
- давление – 0,8-1,3 МПа;
- наличие насыщенного водяного пара.
 Огромную роль играют добавки. Такой дополнительный компонент как алюминиевая пудра, вступающая в реакцию с кварцевым песком, цементом и негашеной известью, образует прочный минерал – доберморит, который практически не дает изделию усадки. Также обработка в автоклаве способствует быстрому переходу частиц гидрата окиси кальция в кристаллическое состояние, обеспечивая при этом прочное сцепление с кварцевым песком, что существенно увеличивает прочность цементно-песчаного скелета ячеистого бетона.
Огромную роль играют добавки. Такой дополнительный компонент как алюминиевая пудра, вступающая в реакцию с кварцевым песком, цементом и негашеной известью, образует прочный минерал – доберморит, который практически не дает изделию усадки. Также обработка в автоклаве способствует быстрому переходу частиц гидрата окиси кальция в кристаллическое состояние, обеспечивая при этом прочное сцепление с кварцевым песком, что существенно увеличивает прочность цементно-песчаного скелета ячеистого бетона.
В результате химических реакций в автоклаве, нужная прочность достигается за 2 суток и она в несколько раз больше, чем у пенобетона, который твердеет в естественных условиях в течение 28 дней. В автоклавной среде происходит образование трех кальциевого силиката, который не может получиться в обычных условиях, а он влияет на эффективность, так за счет него уменьшается расход цемента и снижается объемный вес пенобетона. Еще для повышения качества автоклавной обработки следует проводить совместный помол цемента и песка.

Преимущества и недостатки
Автоклавный способ дает следующие преимущества:
- Твердение за 1-2 дня;
- Повышается производительность;
- Минимальность усадки и деформации;
- Низкий коэффициент образования трещин;
- Большая прочность;
- Высокие теплоизоляционные показатели.
Вся продукция данного типа соответствует требованиям ГОСТ №25485-89 и ГОСТ №21520-89, нормам СНиП 23-02-2003 и МГСН 2.04-97, а это гарантия качества товара. Автоклавное производство рассчитано на большие предприятия, так как оборудование очень дорогостоящее и требуются большие энергозатраты.
Исходя из затрат на производство, автоклавный вид пенобетона стоит дороже, и если его покупать для строительства, то нужно увеличить финансовый бюджет на 20-30%.
Неавтоклавный способ
 Этот вид бетона получается без использования дополнительного оборудования. Весь процесс происходит в естественных условиях. Уровень пористости и твердости зависит только от рецепта приготовления и от созданного климата. Зачастую полученный материал имеет как внешние различия даже из одной партии, так и физико-химические отличия. Поэтому стандартная форма и одинаковая плотность – не характерны для неавтоклавного варианта изготовления пенобетона.
Этот вид бетона получается без использования дополнительного оборудования. Весь процесс происходит в естественных условиях. Уровень пористости и твердости зависит только от рецепта приготовления и от созданного климата. Зачастую полученный материал имеет как внешние различия даже из одной партии, так и физико-химические отличия. Поэтому стандартная форма и одинаковая плотность – не характерны для неавтоклавного варианта изготовления пенобетона.
При этом способе изготовления используется портландцемент, песок, вода и порообразователь. Количество добавок влияет только на исходный объем продукции, а не на ее качества. Для улучшения качества и ускорения процесса твердения требуется в первые 24 часа поддержать температуру раствора от 30 до 50 °С при нормальном давлении и естественной влажности.
Неавтоклавное производство может быть организовано малыми предприятиями и даже в домашних условиях частным предпринимателем. Поэтому качество такой продукции невозможно подвести под ГОСТ.
Плюсы и минусы
К большим плюсам можно отнести возможность создания любого типа плотности пенобетона при неавтоклавном способе изготовления. Контролируя подачу пенообразователя, плотность можно задать как от 200 кг/м3, так и до 1200-1500 кг/м3. Такой материал широко используется при заливке полов, перекрытий и кровли. Он имеет низкую себестоимость, но малой цене соответствует и такое же качество продукции.
Большой показатель усадки, низкая теплоемкость, слабая звукоизоляция – самые явные недостатки. Размеры блоков могут колебаться в несколько миллиметров, поэтому при укладке образуются «мостики холода», которые отрицательно сказываются на тепловых характеристиках.
[tip]Покупая продукцию у неизвестных производителей и у частных лиц, нужно не забывать об опасности купить плохой товар. Ведь некачественный пенобетон может снизить свои несущие способности в несколько раз и иметь низкую прочность.[/tip]
Автоклавная обработка имеет больше преимуществ, но возможность монолитного строительства с помощью неавтоклавного и изготовления пенобетона прямо на строительных площадках делает обычный способ более востребованным при возведении малоэтажных конструкций. Практически все строители используют его для заливки полов, кровли, возведения перегородок и коммуникационных узлов.







